 Top 7 kính hiển vi có màn hình LCD siêu nét, nên mua ngay
Top 7 kính hiển vi có màn hình LCD siêu nét, nên mua ngay Máy đo nhiệt độ hồng ngoại loại nào tốt, đáng mua hiện nay
Máy đo nhiệt độ hồng ngoại loại nào tốt, đáng mua hiện nay Top 10 súng bắn nhiệt độ Fluke bán chạy hàng đầu hiện nay
Top 10 súng bắn nhiệt độ Fluke bán chạy hàng đầu hiện nay Top 5 đồng hồ vạn năng kim giá rẻ đo chính xác
Top 5 đồng hồ vạn năng kim giá rẻ đo chính xác Top 5 bút đo độ mặn của nước giá rẻ, loại tốt hiện nay
Top 5 bút đo độ mặn của nước giá rẻ, loại tốt hiện nay Máy đo độ ẩm gỗ nào tốt, đáng mua nhất hiện nay?
Máy đo độ ẩm gỗ nào tốt, đáng mua nhất hiện nay? Top 5 máy đo khoảng cách laser 100m đáng mua hiện nay
Top 5 máy đo khoảng cách laser 100m đáng mua hiện nay Top 12 ampe kìm giá rẻ chất lượng bán chạy hiện nay
Top 12 ampe kìm giá rẻ chất lượng bán chạy hiện nay Kính hiển vi điện tử truyền qua TEM: Cấu tạo và nguyên lý hoạt động
Kính hiển vi điện tử truyền qua TEM: Cấu tạo và nguyên lý hoạt động Kính hiển vi huỳnh quang: Cấu tạo, nguyên lý và ứng dụng
Kính hiển vi huỳnh quang: Cấu tạo, nguyên lý và ứng dụngXem nhanh
Khái niệm "hàn 1F 2F 3F 4F 5F là gì?", "hàn 1G, 2G và hàn 3G 4G 5G 6G là gì" là câu hỏi được rất nhiều người thắc mắc, đây cũng là kiến thức cơ bản để bạn bước vào học nghề!
Khái niệm hàn 1F 2F 3F 4F 5F 1G 2G và hàn 3G 4G 5G 6G là gì?
Hàn 1F 2F 3F 4F 5F hay hàn 1G 2G 3G 4G 5G 6G là tên gọi tắt của các vị trí hàn trong không gian và được thực hiện bằng máy hàn. Trước hết cần hiểu, vị trí hàn trong không gian được chia thành 2 phần nhỏ:
- Vị trí kết cấu áp dụng cho hàn tấm.
- Vị trí hàn ống áp dụng cho hàn ống với tấm hoặc mặt phẳng nằm nghiêng.
Hàn 1F là gì, hàn 2F là gì và hàn 3F, hàn 4F, 5F là gì?
Đối với hàn 1F, hàn 2F 3F 4F trong vị trí hàn kết cấu (hàn tấm) thì chữ số đầu tiên sẽ thể hiện cho vị trí hàn:
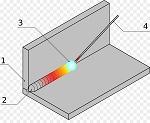
- 1: 2 tấm vuông góc và nghiêng 45 độ so với bề mặt, thao tác hàn ngang
- 2: 2 tấm vuông góc và đặt nằm ngang cùng với bề mặt, thao tác hàn ngang
- 3: 2 tấm vuông góc và đặt thẳng đứng so với bề mặt, thao tác hàn đứng
- 4: 2 tấm vuông góc và thao tác hàn trần.
Còn chữ cái tiếp theo F là mối hàn góc (xem hình dưới để hiểu hơn).

Tư thế hàn 2F 1F 3F 4F đối với vị trí hàn tấm
Đối với hàn 2F 1F 2FR 4F 5F trong vị trí hàn ống với tấm thì chữ số đầu tiên sẽ thể hiện cho vị trí hàn:
- 1: Vị trí hàn ống với tấm nằm nghiêng 45 độ.
- 2: Vị trí hàn ống đặt trên tấm theo chiều nằm đứng và và thợ hàn thực hiện ở vị trí hàn ngang.
- 4: Vị trí hàn tấm đặt trên ống và và thợ hàn thực hiện hàn trần.
- 5 và 2FR: Vị trí ống ngang cố định với tấm và thợ hàn sẽ hàn từ trái sang phải hoặc phải sang trái.
Còn chữ cái tiếp theo là mối hàn góc:
- F : Mối hàn góc.
- R : Vị trí hạn chế.
Xem hình dưới để hiểu hơn.

Hàn 1F, 2F, 2FR, 4F, 5F đối với vị trí hàn tấm với ống
Hàn 1G, 2G, 3G, 4G và 5G, 6G là gì?
Đối với hàn 1G, 2G, 3G, 4G trong vị trí hàn kết cấu (hàn tấm) thì chữ số đầu tiên sẽ thể hiện cho vị trí hàn:
- 1: vị trí hàn bằng theo chiều ngang
- 2: vị trí sẽ hàn đứng theo chiều ngang
- 3: vị trí hàn đứng theo chiều dọc (đi lên hay đi xuống) còn được gọi hàn leo
- 4: vị trí hàn trần, góc hàn nghiêng 45 độ so với bề mặt
Còn chữ cái tiếp theo G là mối hàn rãnh. Để hiểu hơn về hàn 2G là gì, hàn 3G là gì và hàn 1G, hàn 4G là gì? Hãy xem hình vẽ minh họa ở dưới.

Hàn 1G, 2G, 3G, 4G đối với vị trí hàn tấm
Vậy hàn 6G, hàn 5G là gì? Chính là kỹ thuật hàn trong vị trí hàn ống. Đối với hàn 1G, 2G, 5G, 6G trong vị trí hàn ống thì chữ số đầu tiên sẽ thể hiện cho vị trí hàn:
- 1: vị trí nằm ngang và thợ hàn sẽ hàn ở vị trí hàn bằng khi ống quay
- 2: vị trí gá đứng và thợ hàn thực hiện ở vị trí hàn ngang
- 5: vị trí ống ngang cố định và thợ hàn sẽ hàn mối hàn trần, mối hàn bằng và mối hàn ngang.
- 6: Ống sẽ ở vị trí 45° và thợ hàn sẽ tiến hành hàn ở vị trí hàn bằng, hàn ngang, hàn trần và hàn đứng.
Để hiểu hơn về hàn 5G, hàn 6G là gì hãy xem hình minh họa dưới.

Hàn 1G, 2G, 5G và 6G đối với vị trí hàn ống
Lưu ý về cách hàn 2F, 4F, 1G, 2G, 3G, 6G nhiều người quan tâm nhất
Những lưu ý khi thực hiện hàn
- Môi trường và không gian hàn cần phải được đảm bảo như thoáng khí, không hàn gần các vật dễ gây cháy nổ.
- Thợ hàn trực tiếp hàn cần phải bảo hộ lao động an toàn, có mặt nạ hàn và quần áo chống cháy,...
- Cần làm sạch vật hàn trước khi hàn vì điều này sẽ ảnh hưởng trực tiếp đến chất lượng mối hàn.
- Sau khi hàn một lớp cần loại bỏ sạch xỉ hàn và những hạt kim loại nhỏ bắn ra
Cách hàn 2F
1. Đầu tiên cần xác định chất liệu và độ dày cần hàn để lựa chọn que hàn và máy hàn cũng như thiết lập dòng hàn cho phù hợp. Ví dụ: Nếu hàn tấm tôn dày 10mm, nên chọn que hàn chịu lực 7018 3.2mm và có thể sử dụng máy hàn que điện tử, thiết lập dòng hàn 120 - 130A, ngoài ra bạn có thể sử dụng máy hàn Mig có khí bảo vệ Co2 để hàn mig 2F, có ưu điểm là dễ hàn hơn và mối hàn cho ra sẽ trắng đẹp, không cần loại bỏ xỉ hàn sau khi hàn.
2. Về kỹ thuật hàn 2F, bạn cần lưu ý như sau:
- Có nhiều thao tác để đưa que hàn như đưa theo hình răng cưa, hình tam giác, hình bán nguyệt và hình tròn, trong đó hình tròn là được nhiều người sử dụng nhất.
- Tùy vào bề dày vật hàn mà cần hàn xếp chồng 3 - 4 lớp để giúp mối hàn được chắc chắn.
- Bên cạnh đó, cần lưu ý và chú trọng về góc đặt que hàn và vị trí đặt que hàn để đảm bảo mồi hàn được đẹp nhất. Đây là kỹ thuật hàn 2F tuy không khó nhưng cần phải đọc thêm tài liệu, xem video hướng dẫn thực tế hoặc học thêm từ người đi trước và quan trọng là thực hành nhiều mới giúp tay nghề của bạn được cải thiện.
- Các mối hàn xếp chồng khi thực hiện kỹ thuật hàn 2F cần phải đảm bảo là thẳng, không cong vênh (hình minh họa dưới sẽ giúp bạn hiểu hơn!)

Minh họa về kỹ thuật hàn 2F
Cách hàn 4F
Hàn 4F được xem là vị trí khó hàn vì khi hàn ngửa, sự dịch chuyển của kim loại lỏng từ que hàn vào vũng hàn dễ dễ bị rơi xuống phía dưới và việc hình thành mối hàn khi hàn ngửa rất khó khăn.
Cũng như cách hàn 2F, đối với hàn 4F cũng cần phải quan tâm đến dòng hàn, tư thế hàn và cách thao tác hàn. Sau đây là một vài chú ý quan trọng khi hàn 4F:
- Đối với kỹ thuật hàn 4F (hàn trần) thường sẽ hàn nhiều lớp. Lớp thứ nhất nên chuyển động que hàn theo đường thẳng, từ lớp thứ 2 trở đi sẽ thực hiện thao tác hàn răng cưa hoặc bán nguyệt, đưa đều tay.
- Không nên cho lượng kim loại nóng chảy vào vũng hàn quá nhiều. Lượng kim loại trong vũng hàn cần ít và mỏng
- Trong quá trình hàn phải thường xuyên quan sát vũng hàn, điều chỉnh tốc độ hàn hợp lý để đường hàn có kích thước đều nhau và mối hàn không lớn quá, tránh hiện tượng mối hàn bị chảy xệ.
- Hết sức cẩn thận trong khi hàn để tránh hồ quang hay sỉ hàn bắn vào người.

Góc độ khi hàn 4F
Cách hàn 1G
Hàn 1G là phương pháp hàn phổ biến nhất trong tất cả các vị trí hàn, đây được đánh giá mối hàn căn bản mà bất kì thợ hàn nào cũng phải học.
Đối với kỹ thuật hàn 1G, nên lưu ý như sau:
- Tùy vào bề dày vận hàn mà sẽ chọn que hàn và thiết lập dòng hàn khác nhau, bạn có thể đọc thêm sách tài liệu hướng dẫn chi tiết, ví dụ nếu hàn que 3.2mm nên để dòng 120 - 140A.
- Trong quá trình hàn cần lưu ý di chuyển chiều dài hồ quang ổn định, dao động đều tay, không quá nhanh ở các vị trí biên.
- Có thể chọn phương pháp hàn theo hình đường thẳng hoặc răng cưa. Nếu hàn theo đường thẳng thì hồ quang tập trung vào giữa mối hàn nên độ ngấu sẽ tốt, còn hàn dao động hình răng cưa thì cần chú ý tốc độ hàn để đảm bảo bề rộng mối hàn và phải có điểm dừng ở điểm đầu và điểm cuối để đạt độ ngấu ở cạnh.
- Đối với vật hàn dày >6mm trở lên, để đảm bảo độ sâu nóng chảy, cần vát cạnh và hàn nhiều lớp. Khi hàn nhiều lớp nên chọn que hàn có đường kính nhỏ để hàn lớp lót trước, di chuyển theo đường thẳng và đến lớp thứ 2 thì chọn đường kính que hàn lớn hơn, di chuyển theo đường thẳng hoặc răng cưa, dùng hồ quang ngắn để hàn. Chú ý mỗi lớp mối hàn không nên quá dày.

Hình ảnh mối hàn 1G được đánh giá là chất lượng
Cách hàn 2G
Hàn 2G là ta thực hiện hàn đứng, phương pháp này cũng cần có kỹ thuật để đảm bảo mối hàn 2G được đảm bảo. Kỹ thuật hàn 2G chủ yếu được áp dụng để gia công tấm thép dày thì nên sử dụng máy hàn Mig để thực hiện, sẽ giúp bạn dễ thực hiện hơn máy hàn que.
Sau đây là những lưu ý khi thực hiện hàn 2G:
- Đối với vật hàn dày >6mm, cần vát mép trước và có khe hở giữa 2 vật hàn. Khi hàn, nên hàn chồng nhiều lớp (1 - 6 lớp tùy vào bề dày vật hàn).
- Phương pháp này cần phải học hiểu thêm tài liệu và có người hướng dẫn chi tiết như tham khảo video hướng dẫn cũng là một ví dụ. Dưới đây là hình ảnh minh họa để dễ hình dung hơn về tư thế hàn và thao tác hàn 2G đối với từng lớp hàn.

Minh họa về cách hàn 2G
Cách hàn 3G
Hàn 3G chính là thực hiện cách hàn đứng hay còn gọi là hàn leo. Cách hàn này tương đối khó hơn so với hàn 1G, sau đây là những lưu ý khi hàn 3G:
- Thiết lập cường độ dòng điện phải giảm đi 10 - 15% so với hàn 1G.
- Nên chọn que hàn có lớp thuốc ngoài mỏng sẽ dễ hàn hơn.
- Đối với vật hàn dày > 6mm nên vát cạnh trước và nên hàn từ dưới lên, còn tấm mỏng thì hàn từ trên xuống.
- Que hàn nên đặt nghiêng 45 độ so với bề mặt hàn và sử dụng các phương pháp dao động răng cưa hoặc bán nguyệt khi hàn 3G.
- Nên để chiều cao hồ quang ngắn và dừng tại các biên mối hàn để tránh khuyết tật cháy cạnh.
Xem thêm về chi tiết cách hàn 3G - Kỹ thuật hàn leo

Mối hàn 3G
Cách hàn 6G
Hàn 6G công nghệ cao là vị trí hàn ống nghiêng góc 45 độ, được xem là bao gồm gần như tất cả các tư thế trong không gian. Kỹ thuật hàn 6G không hề đơn giản, vì ống đặt nghiêng nên sẽ chịu sức hút trọng lực nên thợ hàn cần phải kiểm soát được dòng chảy của kim loại theo hướng thẳng đứng, đòi hỏi thợ hàn 6G cần có kỹ thuật xử lý khéo léo và dày dặn kinh nghiệm. Vì vậy, nếu bạn là một thợ hàn 6G giỏi thì rất dễ được chiêu mộ với mức lương cao, đặc biệt là thợ hàn Tig 6G.
Sau đây là một vài lưu ý khi thực hiện kỹ thuật hàn 6G:
- Hàn 6G thực hiện bằng máy hàn Tig, máy hàn que hoặc máy hàn Mig tùy vào lớp hàn hay vật hàn.
- Phôi hàn cần được làm sạch trước khi hàn, mép vát khoảng 40 độ và nên hàn đính để cố định trước.
- Nên chọn que hàn có đường kính phù hợp với liên kết hàn. Đối với vật hàn dày nên hàn nhiều lớp, nếu hàn que thì đối với hàn lớp lót trước nên chọn que hàn 2.5mm, tiếp đến khi hàn các lớp trung gian thì chọn que hàn có đường kinh lớn hơn 3.2mm

Hàn 6G luôn hấp dẫn người học hàn
Hy vọng bài viết này đã giúp bạn hiểu thêm về các kỹ thuật hàn 3g 4g 5g 6g là gì và học được cách hàn cơ bản. Nếu có nhu cầu tư vấn có thể tham khảo maydochuyendung.com - thbvietnam.com hoặc gọi điện trực tiếp tới hotline 0904810817 để được nhân viên tư vấn, hỗ trợ nhiều hơn.









 0976606017
0976606017